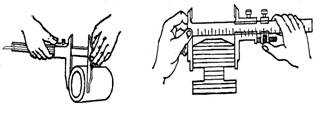
使用游標卡尺測量40Cr鋼管尺寸時,必須注意下列幾點:
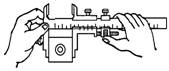
1 測量前應把卡尺揩干凈,檢查卡尺的兩個測量面和測量刃口是否平直無損,把兩個量爪緊密貼合時,應無明顯的間隙,同時游標和主尺的零位刻線要相互對準。這個過程稱為校對游標卡尺的零位。
2 移動尺框時,活動要自如,不應有過松或過緊,更不能有晃動現(xiàn)象。用固定螺釘固定尺框時,卡尺的讀數(shù)不應有所改變。在移動尺框時,不要忘記松開固定螺釘,亦不宜過松以免掉了。
3 當測量40Cr鋼管的外尺寸時:卡尺兩測量面的聯(lián)線應垂直于被測量表面,不能歪斜。測量時,可以輕輕搖動卡尺,放正垂直位置,圖2-6所示。否則,量爪若在如圖2-6所示的錯誤位置上,將使測量結(jié)果a比實際尺寸b要大;先把卡尺的活動量爪張開,使量爪能自由地卡進工件,把零件貼靠在固定量爪上,然后移動尺框,用輕微的壓力使活動量爪接觸零件。如卡尺帶有微動裝置,此時可擰緊微動裝置上的固定螺釘,再轉(zhuǎn)動調(diào)節(jié)螺母,使量爪接觸零件并讀取尺寸。決不可把卡尺的兩個量爪調(diào)節(jié)到接近甚至小于所測尺寸,把卡尺強制的卡到零件上去。這樣做會使量爪變形,或使測量面過早磨損,使卡尺失去應有的精度。
  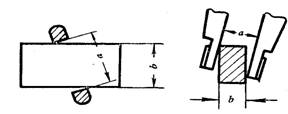 正確 錯誤 正確 錯誤
圖2-6 40Cr鋼管測量外尺寸時正確與錯誤的位置
測量溝槽時,應當用量爪的平面測量刃進行測量,盡量避免用端部測量刃和刀口形量爪去測量外尺寸。而對于圓弧形溝槽尺寸,則應當用刃口形量爪進行測量,不應當用平面形測量刃進行測量。www.m.578j.com
|